Sanding (surface refinement)
Removes support marks and reduces layer visibility—recommended for cosmetic faces and presentation parts.
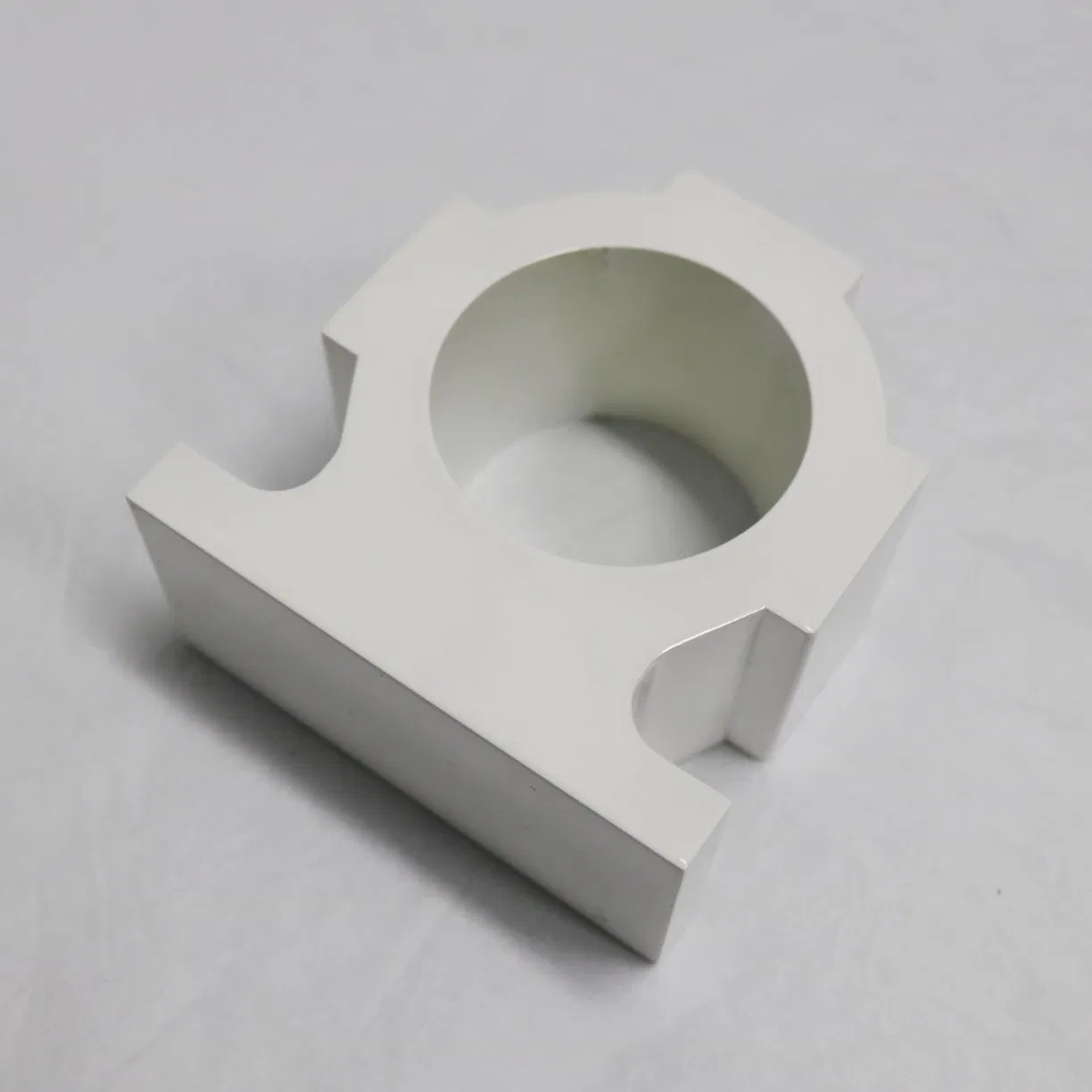
Standard SLA Resin (White) is one of the most widely used general-purpose, high-detail materials for SLA 3D printing. When you need clean surfaces, crisp features, and an easy-to-finish white base for appearance review, presentation, or light-duty fit checks, it’s often the most cost-effective choice.
Ordering tips: For cosmetic faces, please define the “show surface” in notes. If you have critical dimensions / assembly tolerances, attach a PDF/DWG. We can review DFM and orientation before production to minimize support marks on key surfaces.
Before ordering, please confirm: (1) whether you need sanding / painting / silk screening / vacuum metallizing (affects appearance & lead time); (2) whether you need threaded inserts or tight hole tolerances (may require secondary machining); (3) whether you have show surfaces (orientation & support strategy matter); (4) whether your model contains thin walls / tiny holes / snaps (DFM review is recommended).
Values below are typical ranges and can vary with resin formulation, machine type, orientation, and post-curing. If you require a specific brand, certified data, or matched properties, please contact an engineer. For repetitive assembly, impact loads, or functional durability, consider tough resin, nylon (SLS/MJF), or CNC options.
| Process | SLA 3D Printing (Standard Photopolymer Resin) |
|---|---|
| Color | White (ideal base for painting; highlights surface defects—define cosmetic faces if needed) |
| Layer Height | 0.05–0.10 mm (common); 0.025 mm high-detail mode (higher cost / longer lead time) |
| Dimensional Tolerance | ±0.20 mm or ±0.20% (whichever is greater); for critical fits, add GD&T/notes like “accuracy priority” |
| Minimum Wall Thickness | Cosmetic non-structural ≥0.8–1.0 mm; general structural ≥1.2–1.5 mm; load / screws area ≥2.0 mm |
| Minimum Hole Diameter | As-printed holes ≥1.5–2.0 mm; for fit holes, allow stock and drill/ream after printing |
| Text / Texture | Raised text ≥0.4 mm; engraved depth ≥0.3 mm; line width ≥0.25–0.30 mm (larger recommended if painting/metallizing) |
| Hardness | Shore D 80–88 (varies by formulation & post-cure) |
| Tensile Strength | 35–60 MPa (post-curing often increases strength but can reduce toughness) |
| Elongation at Break | 6–20% (standard resin is typically more rigid; choose tough resin for higher impact/fatigue resistance) |
| Heat Deflection Temp (HDT) | ~45–70°C @ 0.45 MPa; for higher-temperature needs, choose high-temp resin |
| Surface Roughness | Ra ~1–3 μm (depends on layer height & orientation); sanding + coating can further improve finish |
| Density | ~1.10–1.20 g/cm³ |
| Recommended Max Part Size | Depends on machine envelope & orientation; large parts can be split and bonded or use alternate processes |
| Accuracy Options | Standard / High-accuracy (add notes for critical holes/surfaces/tolerances) |
| Color Options | White base; can be painted to matte / satin / gloss (provide reference photo if possible) |
| Assembly Reinforcement | Supports threaded inserts (heat-set inserts); specify thread (e.g., M2/M3/M4), quantity, and locations. If you need tapping / drilling / reaming, add notes. |
| Post-processing | Sanding, Painting, Silk Screening, Vacuum Metallizing, Threaded Inserts |
| Post-curing Notes | Post-curing improves strength/thermal stability and dimensional stability, but may increase brittleness; recommended for appearance parts |
| Typical Lead Time | Depends on size, quantity, orientation, and post-processing; upload files to get confirmed lead time & expedite options |
Removes support marks and reduces layer visibility—recommended for cosmetic faces and presentation parts.
Matte / satin / gloss finishes available. Provide a reference photo or target finish for the most consistent results.
Good for logos, icons, and scale marks. Vector files and placement dimensions help ensure accuracy.
Metal-like visual effects and stronger presentation impact—best for demo parts (surface prep requirements apply).
Improves screw joints and repeat assembly. Specify thread size, quantity, and locations in your notes.
White is ideal for visual review and paint-ready finishing, making it easy to match product colors and branding.
Excellent for small lettering, sharp edges, and fine textures—great for design validation and presentation.
Well-suited for fit checks and interference verification. Mark critical holes/surfaces for accuracy-priority evaluation.
Supports sanding, painting, silk screening, vacuum metallizing, and threaded inserts for higher assembly reliability.
| Material | Key Advantage | Best For | Not Ideal For |
|---|---|---|---|
| Standard SLA Resin (White) | Neutral white base, smooth surface, crisp details, paint-ready finishing | Appearance prototypes, review parts, display models, light-duty fit checks | High impact, long-term load, continuous high temperature |
| Tough SLA Resin | Higher impact resistance and fatigue performance | Snaps, clips, functional checks, repeated assembly | Ultra-cosmetic finish at the lowest cost |
| Clear SLA Resin | Translucency/clarity (polishable) | Lenses, light covers, transparent housings, visual flow parts | High-impact functional parts |
| High-Temp SLA Resin | Higher heat resistance and better thermal stability | Heat-adjacent components, thermal validation | Low-cost appearance-only projects |
Standard SLA Resin (White) is commonly used for appearance prototypes and high-detail models. Key benefits include:
If you need impact resistance, repeated snap-fit use, or durable functional performance, consider tough resin or nylon (SLS/MJF) instead.
Standard white SLA resin is typically optimized for appearance and detail, not for heavy-duty mechanical use:
If you’re unsure between “appearance” and “function,” describe your load/usage—an engineer can recommend tough resin/nylon/CNC alternatives.
Your drawing notes and critical feature callouts are the best reference; typical guidance:
For assembly-critical holes and datum surfaces, include 2D tolerances or a “critical features” note for targeted evaluation.
We support common engineering formats:
Best practice for faster, more accurate quotes:
Pricing depends on more than volume. Typical drivers include:
To get a quote that matches your target outcome, add notes for: use case + cosmetic level + quantity + deadline.
Standard SLA Resin (White) is finishing-friendly. Common options:
For a production-like result, include: reference image + finish level (matte/satin/gloss) + show surfaces + acceptable mark standard.
Some surface artifacts can occur depending on orientation and supports:
To improve cosmetic quality:
It can work well for fit checks and light-duty assembly verification, but be cautious with repeated flexing:
If you need functional validation under sustained load or impact, describe the duty cycle and we’ll recommend a better-matched material.
Risks are more likely with:
Ways to reduce risk:
White base color is generally stable, but post-curing and surface processing can create slight visual differences:
Tip: Lighting (office / showroom / photography) changes how white surfaces look—mention the viewing environment if consistency is critical.
Typical lead time (excluding shipping) is often 1–3 business days, depending on complexity, quantity, and finishing:
Expedite is possible, but it may:
To speed up quoting and improve accuracy, include:
Three simple steps: Upload → Engineering review & quote → Produce & deliver.
After upload, we’ll respond with a confirmed price, lead time, and DFM suggestions tailored to your cosmetic and tolerance needs.
Building A, Jinsheng Finance Building, No. 217 Nanhuan Road, Bao'an District.